





服务热线
0769-28680919
153-2293-3971

产品颜色检测是基于机器视觉检测技术的检测功能之一,其可提供色差测量、颜色监测、颜色识别、颜色检测、整套颜色视觉图像的视觉解决方案。
机器视觉在颜色识别的原理主要基于以下几个步骤:
图像采集:首先,使用图像采集设备捕获目标物体的图像。
颜色空间转换:捕获的图像通常以RGB(红绿蓝)颜色空间存储,
颜色分割:在颜色空间中,根据颜色特征将图像分割成不同的区域或对象。
颜色特征提取:从分割后的图像中提取颜色特征。
颜色分类与识别:使用提取的颜色特征,通过分类算法对颜色进行分类和识别。
后处理:可能包括去除噪声、形态学操作等,以提高颜色识别的准确性。
结果输出:最后,将识别结果输出给用户或用于进一步的自动化控制。
机器视觉检测在产品颜色检测上的应用有哪些:
颜色标定:根据色卡数据对颜色成像进行色度学标定;
颜色测量:测量图像两个区域颜色差异;
颜色监测:实时监测图像中选定区域的颜色;
颜色识别:和标准样品颜色比对,对物体进行识别或分拣;
颜色检测:检测产品着色是否正确。
金彩汇 机器视觉的颜色识别能力使其在产品质量检测、自动化分拣、医疗诊断等多个领域有着广泛的应用。
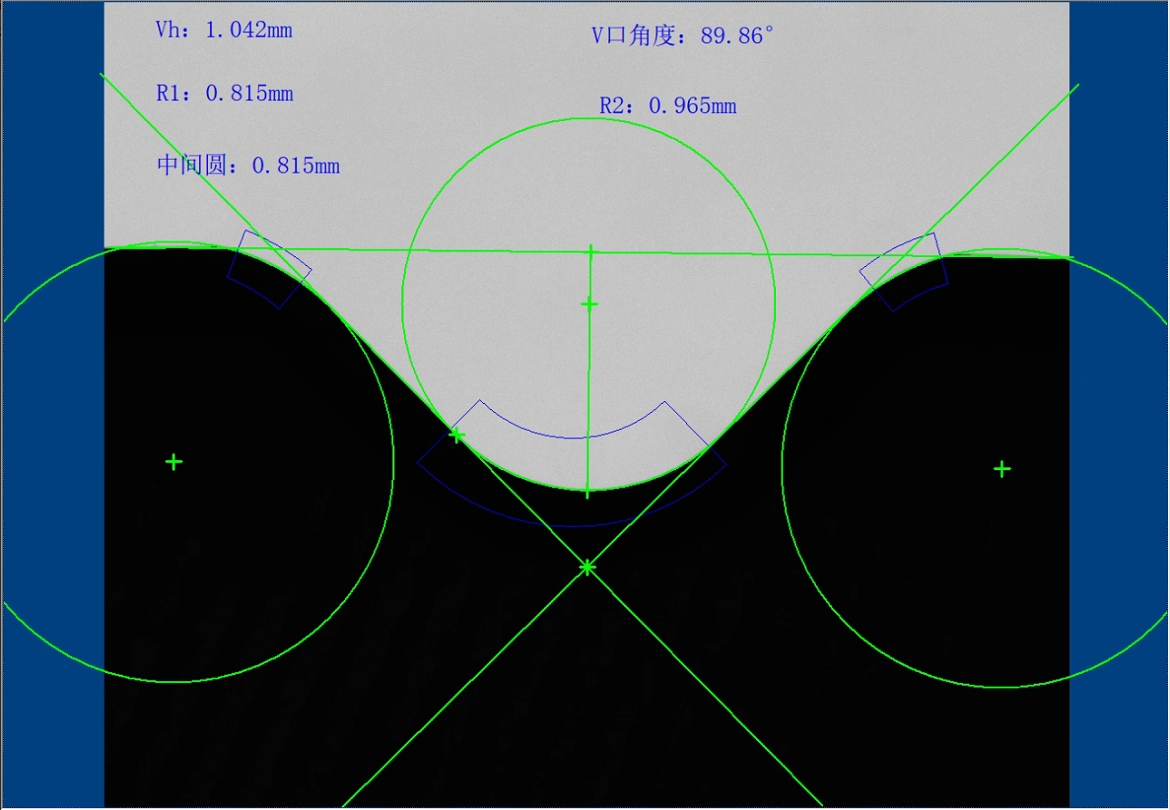 康耐德智能晶圆NOTCH槽口轮廓视觉检测
2025-04-26
康耐德智能晶圆NOTCH槽口轮廓视觉检测
2025-04-26
金彩汇晶圆NOTCH轮廓检测是半导体制造中重要的检测环节,主要测量晶圆边缘、槽口(notch)的形状和尺寸,确保晶圆的质量和工艺精度。
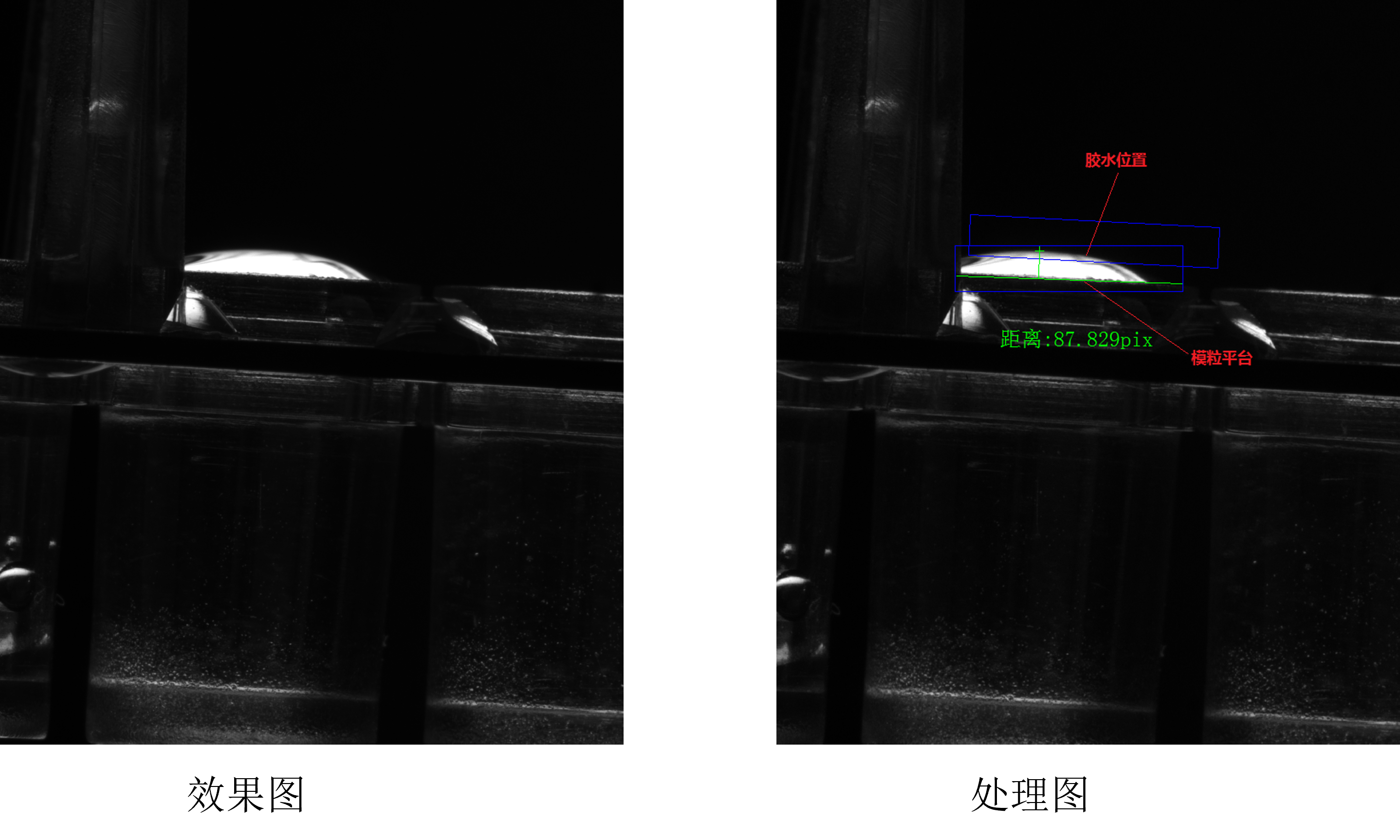 康耐德LED灌胶位置视觉检测系统
2025-04-26
康耐德LED灌胶位置视觉检测系统
2025-04-26
在LED制造领域,灌胶工艺是确保产品性能与稳定性的关键环节
 康耐德机器视觉系统软件的具体功能都有那些?
2025-04-19
康耐德机器视觉系统软件的具体功能都有那些?
2025-04-19
康耐德机器视觉系统的具体功能可以根据不同的应用场景和需求进行定制和优化。
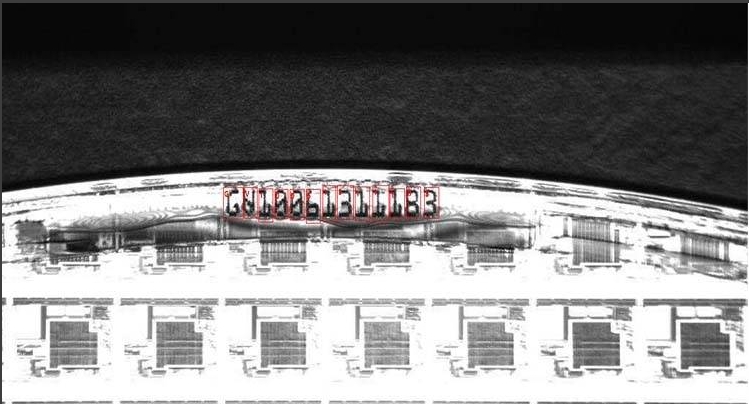 康耐德机器视觉AOI检测系统:OCR字符识别与在线检测一体化
2025-04-13
康耐德机器视觉AOI检测系统:OCR字符识别与在线检测一体化
2025-04-13
康耐德机器视觉AOI检测系统的OCR字符识别功能具有以下特点和优势
 官方公众号
官方公众号 官方抖音号
官方抖音号